中国R0110重型燃气轮机研制取得里程碑意义的胜利
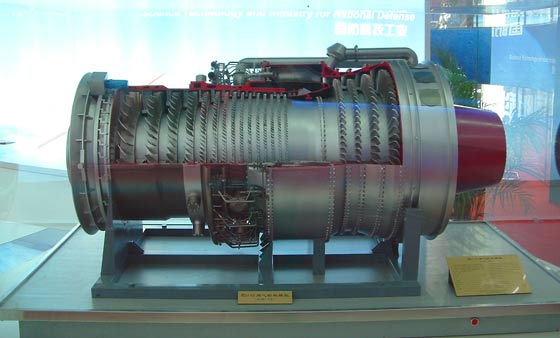
R0110重型燃气轮机剖析模型
面对火焰筒前锋装置组合焊接中变形的难题,攻关组成员群策群力,积极想办法对焊接变形进行控制。前锋装置是火焰筒的重要组成部分,由18个零件焊接而成,1个大旋流器和8个小旋流器与各锥段之间的相对位置尺寸要求很严。
结构的开敞性很差,难以装配又不容易焊接,其中与喷嘴配合处的8个安装孔的位置度为ф0.4,旋流器端面与组合件的总高公差要求为0.4。所有这些尺寸和形位公差要求全部由焊接和手工校正保证。
面对难题,刘宝琪、程士华与“郭维林班”焊工单忠宝、武军辉进行探讨研究,经过多次试验,最后确定了三点措施保证质量,即:
通过优化焊接工艺参数,采用组合焊接工装保证旋流器与各锥段组合焊接位置度要求;
焊接时采用反变形和调整焊接顺序及手工校正来保证组合要求;
采取组合焊接后再定型夹具进行高温陶瓷,控制前锋装置变形,避免8个小旋流器浮动环经过多次高温氧化之后不能浮动或浮动间隙减小,影响喷嘴的装配,从而保证涡流器端面的平度。
| 您可能对这些感兴趣: |
|
|
| 共有评论0条 点击查看 | ||
|
作者:
陈文莉 肖勇
编辑:
唐毓瑨
|
更多新闻